




Қалыпты сынау кезінде қалыптау ақаулары көбінесе нақты болжамсыз орын алады, сондықтан жақсы қалыпты сынақ инженерінің себебін мүмкіндігінше тез анықтау үшін бай тәжірибесі болуы керек, өйткені инъекциялық машинаға жұмсалған уақыт бойына шығындар өседі.
Мұнда біздің команда біраз тәжірибе жинақтады, егер бұл бөлісу сіздің ұқсас мәселені шешуге көмектесетін аздап кеңес берсе, біз өте қуаныштымыз.
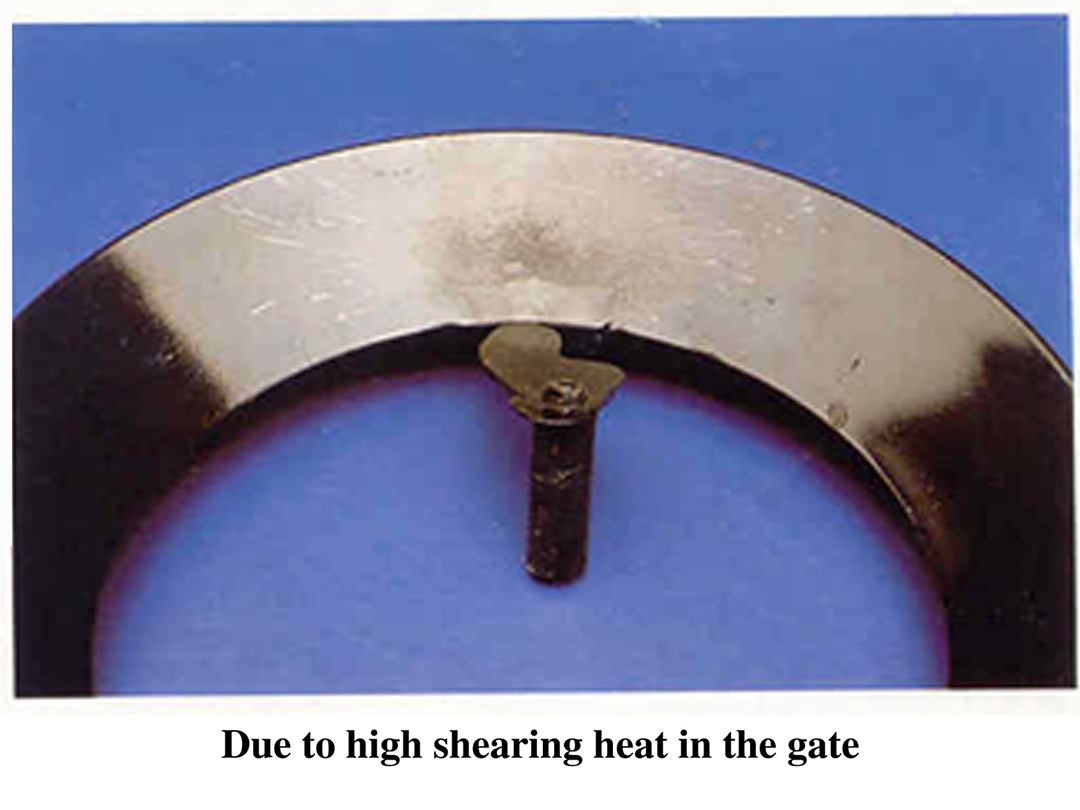
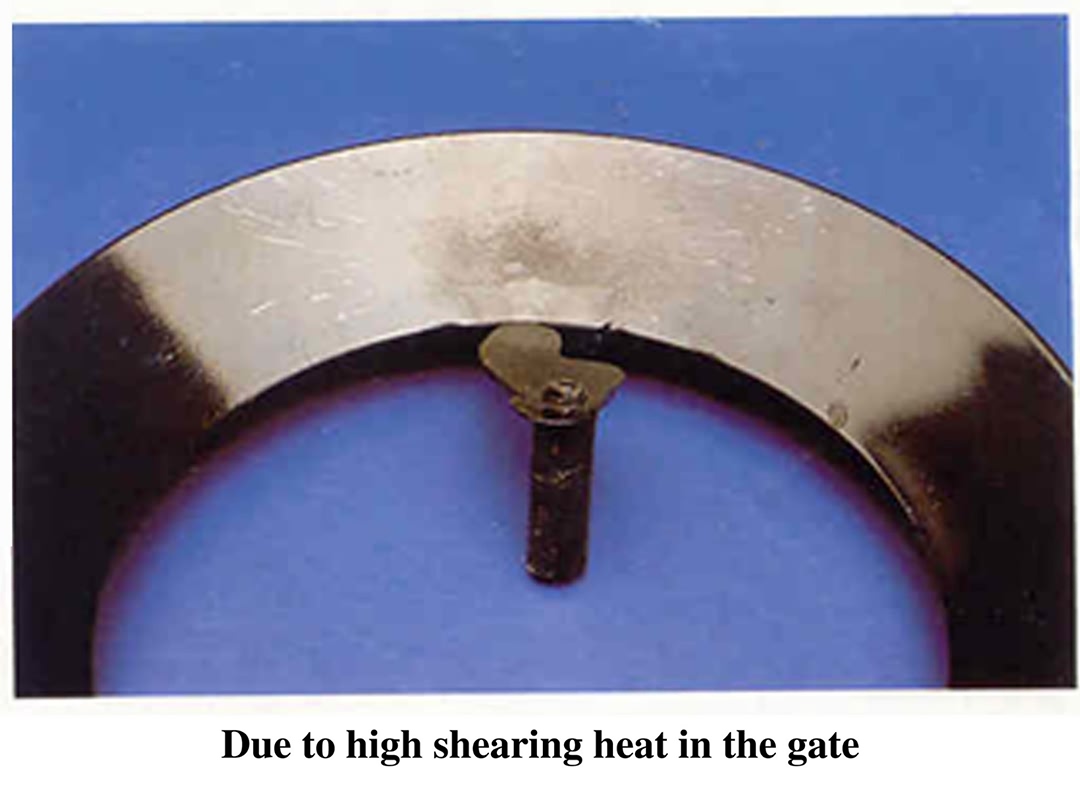
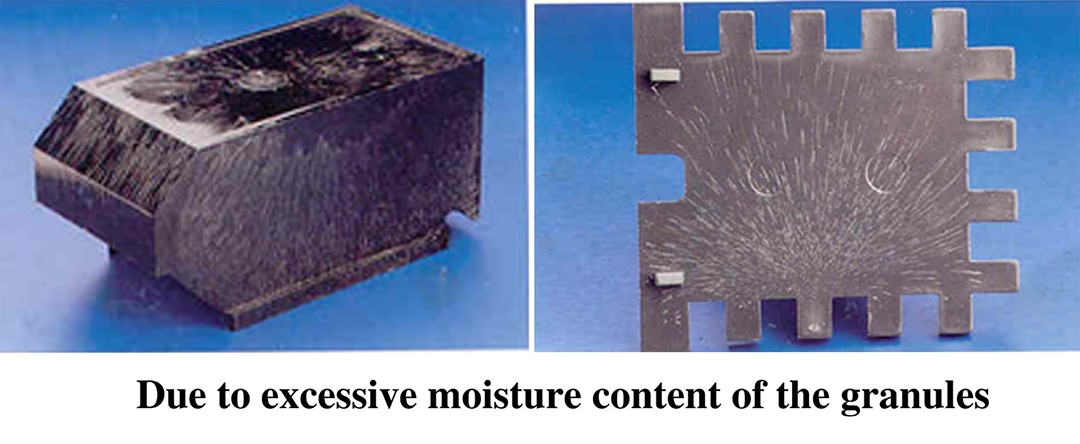
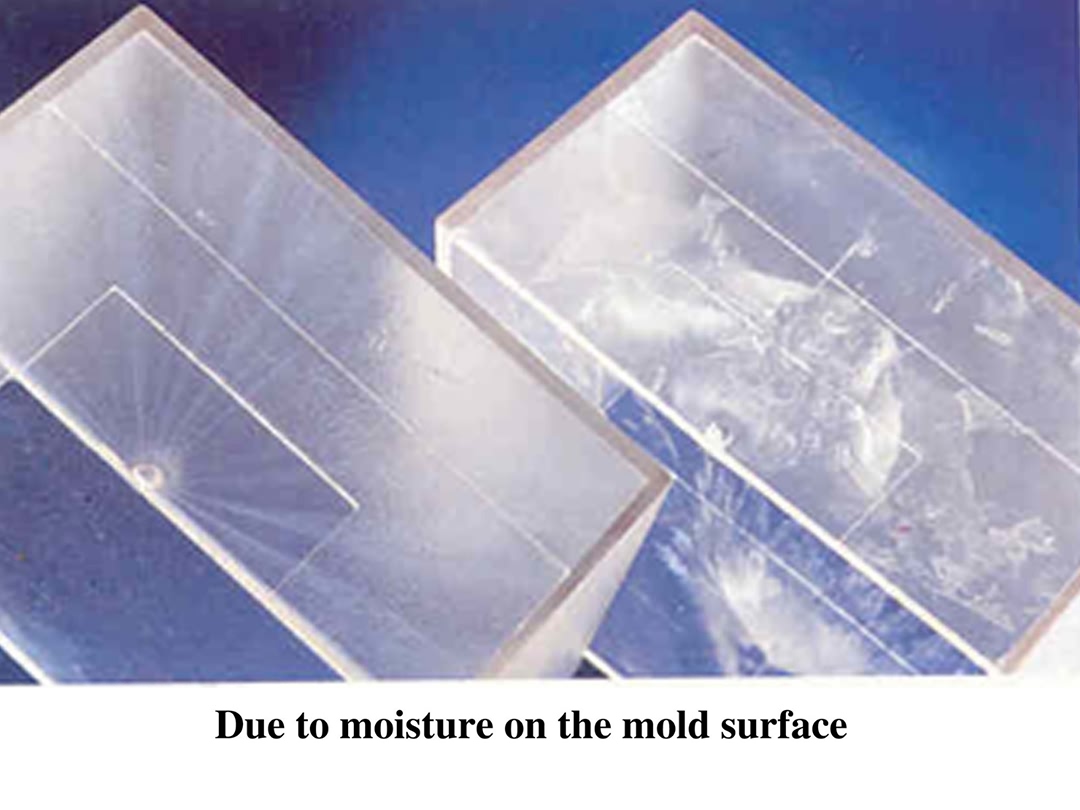
Мұнда біз үш белгі туралы айтамыз: «Күйген таңбалар», «Ылғалды белгілер» және «Ауа белгілері».

Ерекше өзгешеліктері:
·Мерзімді түрде пайда болады
·Тар көлденең қимада немесе ауа ұстағыш күйінде пайда болады
·Балқу температурасы инъекция температурасының жоғарғы шегіне жуық
·Ақау пресс бұрандасының жылдамдығын азайту арқылы белгілі бір әсер етеді
·Пластификация уақыты тым ұзақ немесе пресс бұрандасының алдыңғы аймағында тым ұзақ тұрыңыз
·Қайта өңделген пластик материал шамадан тыс пайдаланылуы немесе материал бұрын бірнеше рет балқытылған болуы мүмкін
·Ыстық жүгіргіш жүйесі бар қалыпта пайда болады
·Жабық саптамасы бар қалып (жабу саптамасы)
Ерекше өзгешеліктері:
3, Ауа белгілері
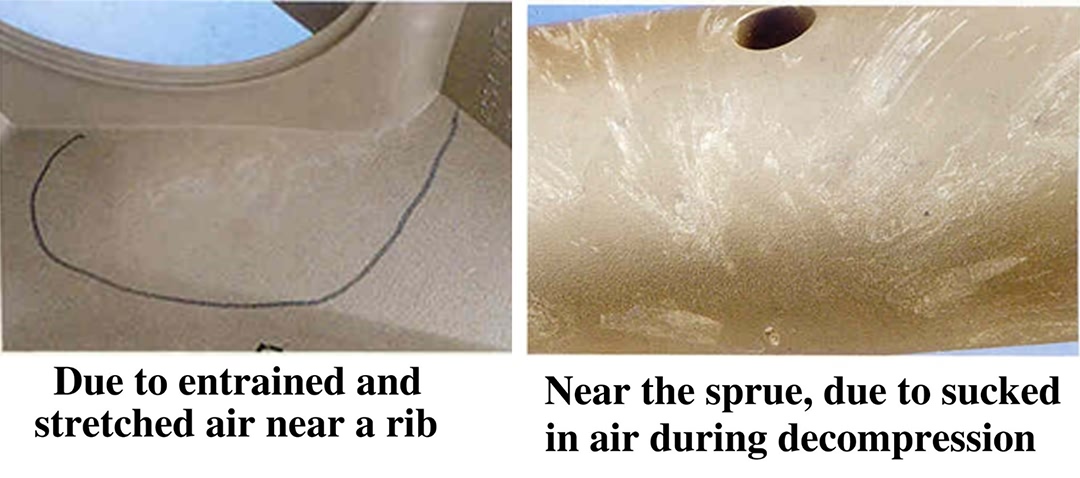
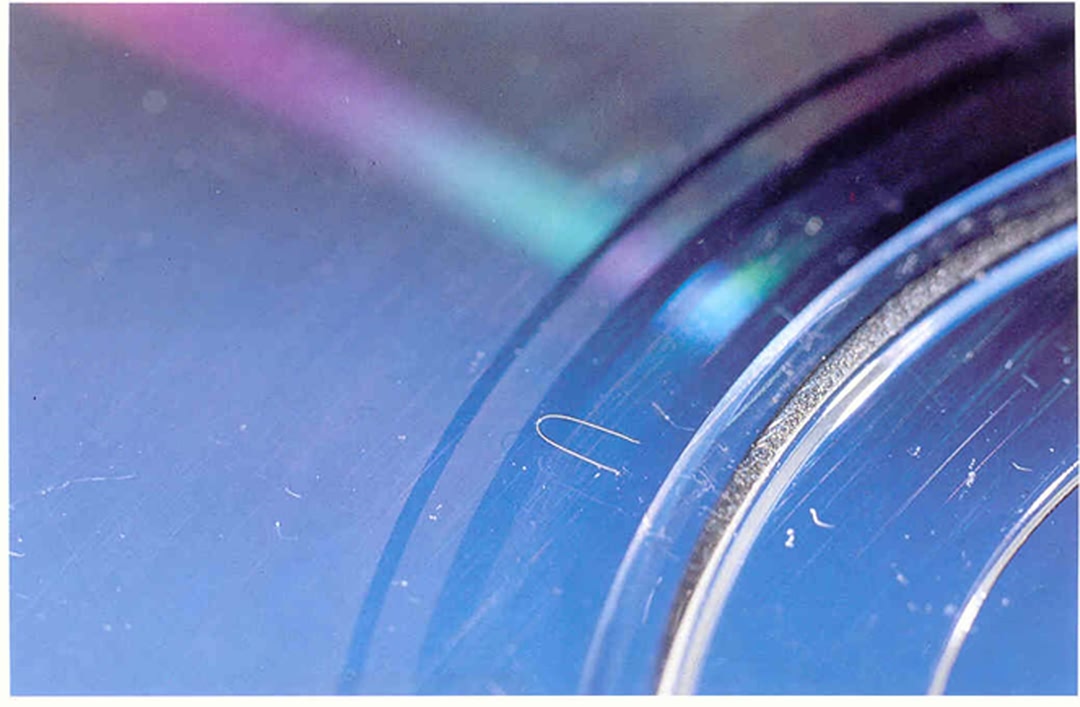
Жалпы алғанда, ауа белгілерінің пішіндері дөрекі, күміс немесе ақ түсті, көбінесе сфералық/қисық бетінде пайда болады, қабырғалардың/қабырғалардың қалыңдығы аймақтарды өзгертеді немесе саптаманың маңайында, қақпаның кіре берісінде әдетте жұқа ауа белгілері пайда болады; Ауа белгілері де гравюрада пайда болады, мысалы: мәтінді гравюра немесе орынның депрессиялық аймағы.
Жоғарыда көрсетілген түрлерден басқа, бізде бөлік бетінде «әйнек талшықты белгілер» және «түс белгілері» бар. Сондықтан болашақта пішіндеу ақаулары туралы көбірек тәжірибе Linkedin-дегі қымбатты достармен бөлісетін болады, егер менің жазбам туралы әртүрлі пікірлеріңіз болса, өтінемін. маған өз пікірлеріңізді хабарлаңыз, біз білетіндей, linkedin әрқашан біз үшін бөлісуге, үйренуге және жақсартуға жақсы платформа болып табылады!
Жіберу уақыты: 26 қазан 2020 ж